English
English English
English English
English Русский
Русский Español
Español العربية
العربية العربية
العربية Indonesia
Indonesia فارسی
فارسی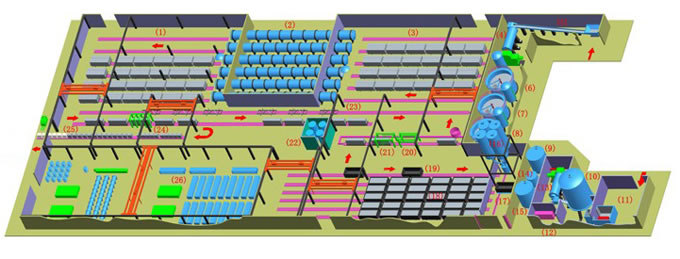
|
(1) Зона разгрузки автоклавов (2) Зона защиты давления пара (3) Зона складирования готовых блоков (4) Помещение для размалывающего оборудования №1 (5) Конвейер (6) Смесительный резервуар №1 (7) Смесительный резервуар №2 (8) Смесительный резервуар для вторичных материалов (9) Резервуар для хранения известкового порошка (10) Склад для хранения извести (11) Камера дробления кусковой извести (12) Аппаратная для управления камерой дробления кусковой извести |
(13) Помещение для размалывающего оборудования №2 (14) Резервуар для хранения гипса (15) Силос для хранения цемента (16) Цех дозирования (17) Переходная зона для процесса заливки (18) Зона предварительного отверждения (19) Линия возврата пресс-форм (20) Машина для поперечной резки (21) Машина для продольной резки (22) Камера распределения пара (23) Линия возврата автоклавных тележек (24) Сепаратор (25) Упаковочная линия (26) Специальная зона для обработки стальной арматуры |
На изображении представлена схема расположения оборудования линии по производству газобетонных блоков/панелей автоклавного твердения. Ниже Вы можете получить подробную информацию о процессе производства и соответствующих машин.
1. Взвешивание и дозирование сырья.
2. Подача сырья в смеситель-раздатчик для изготовления раствора.
3. После тщательного перемешивания раствор заливается в пресс-формы.
4. После предварительного отверждения при определенной температуре в течение определенного промежутка времени блоки становятся достаточно твердыми для последующей резки.
5. Кантующий манипулятор переворачивает пресс-форму на 90 градусов.
6. После извлечения из пресс-формы бетонный блок с боковыми пластинами укладывается на резательную тележку.
7. Бетонный блок сначала разрезается с двух сторон под прямым углом.
8. Затем продольная резка продолжается в горизонтальном направлении.
9. После этого горизонтальная резка вновь сменяется продольной.
10. После резки подъемное устройство для заготовок укладывает блоки с поддонами на тележку.
11. Разрезанные блоки группируются и отправляются в автоклав.
12. Отверждение блоков происходит при определенной температуре и давлении.
13. Готовые блоки выталкиваются из автоклава.
14. Подъемная лебедка перемещает готовую продукцию на склад.
15. Готовая продукция упаковывается для транспортировки.
16. Поддоны возвращаются на исходное положение с помощью конвейера возврата поддонов.
17. Сборка поддонов и пустых пресс-форм.
18. Очистка пресс-формы и подготовка к следующему циклу.
1. Складирование и хранение сырья
Сырьевые материалы представлены: кварцевым песком и гипсом, который хранятся на складской площадке.
В процессе производства происходит поднятие песка для загрузки в бункер. После подачи материала осуществляется измерение его параметров, затем содержимое транспортируется по конвейерной ленте на мельницу мокрого помола, где происходит измельчение пульпы до состояния однородной массы. Перед началом обработки необходимо добавить некоторое количество воды, что позволит добиться требуемой консистенции субстрата. Тонкоизмельчённая пульпа поступает в смесительный бассейн, проходя через мельницу, где она напитывает определённое количество влаги, становясь пригодной для перекачки в резервуар при помощи погружного насоса. Объём резервуара составляет 100 куб. метров. Песок, переработанный до установленного уровня крупности, подаётся в барабанное сито, где осуществляется промывка и удаление посторонних включений.
Во время обработки пульпы подача гипса и фосфогипса осуществляется двумя основными способами. Первый: пропорциональное смешивание с песком в мельнице мокрого помола. Второй: непосредственная загрузка определённой доли гипса в смесительный бассейн для дальнейшей переработки, после чего осуществляется перекачка содержимого в резервуар.
Особенности обработки различных видов сырья:
(1) Зольная пыль и гипс
При переработке золы и гипса применяются комбинированные методы мелкого измельчения материалов, включающие их пропорциональное смешивание в размольном агрегате. Для достижения определённых свойств в субстрат добавляется вода, затем пульпа жидкой консистенции перекачивается грязевым насосом в шламовый резервуар.
(2) Негашёная известь
Брикеты негашёной извести доставляются в порт, затем перегружаются на грузовики для дальнейшей отправки на склад. После первичного измельчения в щёковой дробилке известь подаётся ковшовым элеватором в загрузочный бункер для дальнейшего помола. Затем тонкоизмельчённая известь передаётся шнековым транспортёром для разгрузки в ковши элеваторной ленты, которая осуществляет подачу субстрата в бункер хранения.
(3) Цементная смесь
Доставленный на завод цемент напрямую разгружается в специальные резервуары для хранения, а также складируется навалом.
(4) Алюминиевый порошок
Алюминиевая пудра хранится в бочках на складе, откуда подаётся электроподъёмником на верхние уровни составного цеха. Заем происходит ручная разгрузка в смесительную установку для получения субстрата с 5% концентрацией. После чего добавляется вода, при точном соблюдении установленной нормы с помощью расходомера.
(5) Стальные прутья и антикоррозийная краска
Стальные пруты и защитная краска хранятся на складах, при этом обеспечивается постоянное наличие и своевременное пополнение запасов.
(6) Твердые включения и шлам
Отходы обработки оставшиеся на линии разреза заготовок смываются потоком воды на дно шламового бассейна. После нескольких промывок и перемешиваний достигается требуемая концентрация субстрата и последующая его перекачка погружным насосом в резервуар объёмом 50 куб. метров. Затем отработанная вода из резервуара, расходомера и смесительной установки также отводится в шламовый бассейн, где смешивается с посторонними примесями и включениями, оставшимися после обработки.
2. Дозирование, смешивание, заливка и предварительное отверждение
Известь и цемент подаются с помощью улиткового питателя со дна хранилища на измерительный механизм электронных весов. После проведения измерений осуществляется разгрузка материалов через трубу винтового питателя в смесительную установку.
После открытия клапанов шламонакопителей объёмом 50 и 100 куб. метров, измельчённый песок и отходы переработки распределяются между соответствующими резервуарами вне установки. Затем происходит подача материала на измерительный механизм электронных весов составного цеха. Как только набирается объём, требуемый для приготовления смеси, система управления производит автоматическое закрытие нагнетательного клапана. Наполнение смесительной установки осуществляется в строгом соответствии с установленными пропорциями.
После взвешивания алюминиевой пудры вручную происходит её подача в смеситель объёмом 1,5 куб. метров для приготовления резервного запаса порошка. Готовая суспензия поступает напрямую на измерительную установку и после снятия показаний приборов разгружается в резервуар для хранения.
Перед разгрузкой смеси температура внутри установки должна достичь требуемых для последующих процессов значений. Если не удаётся набрать необходимый температурный уровень, допускается нагревание паром. Во время разгрузки материал подаётся при помощи транспортёра особой конструкции.
На завершающем этапе полученная смесь отправляется в камеру для предварительного отверждения в статическом режиме в течение 1,5 - 3 часов.
3. Резка и группировка
После предварительного выдерживания бетона и достижения уровня прочности, достаточного для резки, заготовка перегружается на транспортную установку с последующей подачей на линию формования и резки пятигранными пилами. Процессы производства контролируются микропроцессорными системами управления с ПЛК, которые обеспечивают высокий уровень автоматизации и исключительную точность обработки.
Разрезанные блоки направляются на станцию кантования, где они переворачиваются на 90° для зачистки нижней части. После завершения шлифования поверхности происходит пропаривание бетона в автоклавах, каждый из которых оснащён 6-ю камерами тепловлажностной обработки.
4. Автоклавная обработка
Сгруппированные заготовки загружаются в печи тяговым приводом. Постоянное давление пара во время тепловлажностной обработки составляет 1,2 МПа, время выдержки − около 6 часов, температура − 183 ℃. По завершению пропаривания изделия извлекаются из автоклава при помощи лебёдки.
5. Извлечение заготовок
Роликовый конвейер производит разгрузку обработанной продукции (вместе с формами) во вспомогательную установку для извлечения бетонных изделий. Освобождённые формы подаются транспортёром на подъёмник, который поднимает их в транзитную зону, откуда они забираются вилочными погрузчиками на ремонтную площадку для осмотра и восстановления. Затем пластины, прошедшие техосмотр, отправляются на склад. В это время готовые бетонные блоки поступают на линию для ручной упаковки, после чего также отправляются на склад.
6. Возврат панелей, сборка форм и смазывание поверхностей
После извлечения готовых изделий пустые формы продолжают движение по транспортёру на станцию кантования в разобранном виде, где при помощи вращающегося стенда осуществляется сбор разделённых панелей обратно в формы для отливки блоков. Затем они разворачиваются на 90° для возвращения на ленту конвейера. Кроме того, одновременно с монтажом конструкций производится очистка форм и покрытие их поверхностей техническим маслом.
7. Изготовление, покраска и сушка арматуры
Арматура проходит обработку на специальном станке, в ходе которой происходит выпрямление и резка стержней на прутья различной длины, после чего они ранжируются и распределяются по стеллажам.
Во время изготовления арматурного каркаса производится укладка нескольких длинных и нескольких коротких стержней в загрузочный отсек многопостовой сварочной машины, после чего осуществляется сварка каждого слоя по два уровня одновременно.
По завершению сварки, два пояса арматуры совместно с крепёжными элементами образуют стальной каркас, фиксируемый при помощи точечной сварки (устройством подвесного типа). По окончанию монтажа конструкции транспортируются в камеры окрашивания и сушки покрытий.
Антикоррозионная краска подаётся в камеры после смешивания с пропитывающей жидкостью в специальной установке. Нанесение покрытия осуществляется методом погружения в резервуар.
Стальные каркасы поднимаются траверсой и перемещаются однобалочным мостовым краном для погружения в резервуар иммерсионной покраски. Затем окрашенные конструкции отправляются в сушильные шкафы при помощи цепного конвейера. Скорость конвейерной передачи составляет 1,7 м/мин. В процессе сушки заготовки проходят вдоль всей камеры, что позволяет достичь высокого качества и равномерности отверждения покрытий. Конечным этапом является выгрузка окрашенных армокаркасов на стеллажи мостовым краном.
8. Монтаж арматурных каркасов
В ходе обработки готовые стальные каркасы перемещаются подъёмной установкой внутрь камер предварительного выдерживания, которые оснащены двумя рядами стеллажей: первый ряд предназначен для складывания рабочих стержней и крепёжных элементов (сектор A); второй для размещения собранных конструкций (сектор B). Рабочие производят монтаж арматуры в секторе В, затем каркасы подаются в сектор А для помещения в форму. После этого осуществляется формование бетонных изделий методом литья под давлением, а также их последующее отверждение и резка.
Если Вам необходима дополнительная информация о процессе производства и нашем оборудовании, Вы можете связаться с нами в любое время. Мы также приглашаем наших клиентов лично посетить наш завод.
-

- Секция подготовки сырьяСекция подготовки сырья является самой первой частью линии по производству газобетонных блоков автоклавного твердения. Она включает несколько машин, таких как щековая дробилка, шаровая мельница, ковшовый элеватор и т.д.
-

- Секция Автоматической Циркуляции и Изготовления Арматурной СеткиПосле выпрямления стальные прутки автоматически свариваются в стальную сетку, которая используется для подготовки в производстве газобетонных панелей автоклавного твердения.
-

- Секция Заливки и Предварительного ОтвержденияСекция дозирования и заливки оснащена комплексом необходимого оборудования, включая весовой дозатор, шламбассейн, смеситель алюминиевого порошка, смеситель-раздатчик и т.д. Подготовленные материалы смешиваются в определенном соотношении, а затем полученная смесь заливается в формы.
-

- Секция резкиБетонный массив, прошедший процесс предварительного отверждения, транспортируется в секцию резки, где он будет разрезан на блоки необходимого размера с помощью резательного комплекса. Внешний вид размер разрезанного блока зависит от характеристик резательного комплекса.
-

- Секция автоклавной обработкиСекция автоклавной обработки является важнейшей частью линии по производству газобетонных блоков и панелей автоклавного твердения. Она состоит из тягового механизма, транспортировочной платформы, автоклавной тележки и автоклава.
-

- Секция упаковкиСистема автоматического управления (РСУ) состоит из оборудования Siemens PLC, которое обеспечивает децентрализованный контроль и централизованное управление, низкую интенсивность отказов и простоту в эксплуатации.